Les ponceuses A brosses gagnent de plus en plus en importance
Sander avec unites à brosses
La fenêtre n'est plus un élément purement fonctionnel, mais un meuble qui constitue l'accroche visuelle d'une habitation ou d'un immeuble de bureaux. Cet article se penche sur les développements dans le ponçage. De nombreuses entreprises tentent d'éviter le ponçage au maximum. D'autres automatisent et choisissent une machine munie d'unités de ponçage à brosses pour un parfait résultat.
Le ponçage comme goulot d'étranglement
Le ponçage est une travail très fastidieux et intensif avec une grande marge d'erreur qui, de surcroît, porte préjudice à la rentabilité de votre investissement. Quel est l'intérêt d'une fabrication ultrarapide de vos fenêtres si vous manquez de main-d’œuvre pour tout poncer manuellement? D'où l'utilité de reconsidérer la situation intégrale dans le cas d'investissements importants et radicaux.
Poncer est un coût évitable
Quiconque entre dans certaines menuiseries, voit rarement une machine tourner, mais peut toujours surprendre une poignée d'ouvriers qui s'activent à poncer toutes sortes de pièces. Ceci est une situation très coûteuse et en fait, le monde à l'envers. La première mesure à prendre pour abaisser le coût du ponçage consiste à éviter autant que possible le travail de ponçage. En résumé: il vaut mieux investir l'argent dépensé pour les heures de travail des ouvriers qui poncent à la main, dans des outils à raboter et à fraiser de meilleure qualité.
Une bonne 'quatre faces' avec un grand nombre d'axes permet, en outre, de scinder certains usinages. Ceci abaisse la pression de coupe par axe et vous permet de régler un certain nombre de paramètres (nombre de couteaux par tête, régime, vitesse de coupe …), de telle sorte que la qualité de finition est meilleure. Idem pour la machine d'usinage, qu'il s'agisse d'une tenonneuse CNC, d'un centre d'usinage, d'une défonceuse CNC ou d'un centre pour fenêtres ultramoderne. Des couteaux de la meilleure qualité et bien entretenus, le tool splitting, des régimes élevés, des vitesses de passage adaptées, ... contribuent tous à une pièce que vous devez à peine, voire plus du tout, poncer préalablement à l'application de la laque primaire.
Le premier ponçage doit être parfait
Cependant, bon nombre d'entreprises plus petites ne sont pas encore aussi loin et doivent donc poncer de façon intensive en préalable à l'application de la laque primaire. Pourquoi? La surface rugueuse aux pores ouverts se prête pourtant parfaitement à l'application d'un primaire? Effectivement, mais pour obtenir tout à l'heure une finition lisse, vous devrez encore poncer pas mal de matière.
Et si vous devez encore commencer à calibrer et à poncer grossièrement après le laquage primaire, vous devrez retirer toute la laque primaire. Un gâchis! D'où la règle d'or qui veut que l'essentiel du ponçage éventuel doit se produire avant l'application du primaire. En d'autres termes, le premier ponçage doit être parfait! Après l'application de la couche d'apprêt, vous ne pouvez plus qu'effectuer un (léger) ponçage intermédiaire, en principe.
Ponceuse à deux cylindres
Celui qui veut éviter au maximum le ponçage manuel, recourt de préférence à une ponceuse stationnaire pour le calibrage et le ponçage grossier des côtés visibles. La configuration reste basée sur le modèle du processus de production spécifique.
Ponçage séparé des chevrons

Si l'on veut poncer séparément tous les chevrons, avant l'assemblage de la fenêtre, voire avant le profilage, une machine étroite munie de deux cylindres suffit en principe:
- Un cylindre en acier rainuré de diamètre relativement petit, muni d'une bande abrasive de grain 80, pour calibrer les pièces;
- Un cylindre recouvert de caoutchouc d'un diamètre un peu plus grand (moins agressif), muni d'une bande abrasive de grain 100 pour le ponçage grossier des pièces. Un grain abrasif plus élevé n'est toutefois pas conseillé, ceci pour garantir le bon accrochage du primaire.
Dans la plupart des cas, on doit introduire deux fois la pièce dans la machine. Certaines entreprises investissent toutefois dans une machine combinée qui ponce dans le haut et dans le bas, mais ceci est une solution assez chère qui ne se récupère qu'en maintenant de grands volumes de production.
L'avantage du ponçage séparé de tous les chevrons est de pouvoir le faire avec une ponceuse étroite (coût d'investissement minime). La taille de la fenêtre à assembler par après ne joue aucun rôle.
L'inconvénient est qu'il faut parfois prévoir des gabarits pour soutenir certains profilés complexes. De plus, faire passer deux fois tous les chevrons dans la machine prend beaucoup plus de temps.
Poncer une fenêtre constituée
Poncer après la constitution de la fenêtre (avant ou après l'éventuel fraisage) offre l'avantage de calibrer et poncer tous les côtés visibles ensemble, ce qui procure une finition impeccable. Et plus besoin de soutenir par des gabarits. C'est aussi bien plus rapide. Guère étonnant que ceci soit la méthode la plus préférée dans de nombreuses entreprises.
Le 'désavantage' est que la machine doit être aussi large que possible pour traiter quand même une partie significative de la production. En d'autres termes, le coût de l'investisse-ment est plus élevé. Et c'est naturelle-ment dommage quand vous devez retirer de la machine les chevrons d'un lot de fenêtres coulissantes un par un.
Disques abrasifs
Petit détail: les entretoises supérieure et inférieure de la fenêtre sont poncées de biais. Vous pouvez éventuellement éliminer ces lignes obliques après que la fenêtre est sortie de la machine, voire encore lors du ponçage intermédiaire après l'application de la laque d'apprêt. Mais ceci exige un peu de temps et de maîtrise technique.
Ceci fait que vous pouvez également prévoir une unité supplémentaire avec disques abrasifs. Ces disques suivent un mouvement rotatif excentrique planétaire, ce qui procure une finition parfaite du bois de long et du bois de traverse.
Unités à brosses
Dans le ponçage conventionnel avec le cylindre, il subsiste toujours des fibres de bois 'libres' qui ne sont pas emportées, mais 'écrasées'. Un petit détail qui n'a jamais réellement posé problème par le passé.
Laques en phase aqueuse
Ces dernières années, les laques en phase aqueuse sont cependant de plus en plus utilisées. Ceci engendre le phénomène que les fibres du bois absorbent l'humidité et se redressent. Eliminer ces 'poils' redressés exige bien entendu un temps de travail supplémentaire.
D'où l'importance croissante des ponceuses qui travaillent avec des unités à brosses et des bandes transversales. Elles n'écrasent pas les fibres libres, mais les coupent plutôt courtes afin de créer une surface lisse et dure comme le verre. Une base idéale pour appliquer la laque primaire sans soucis ou problèmes par la suite. 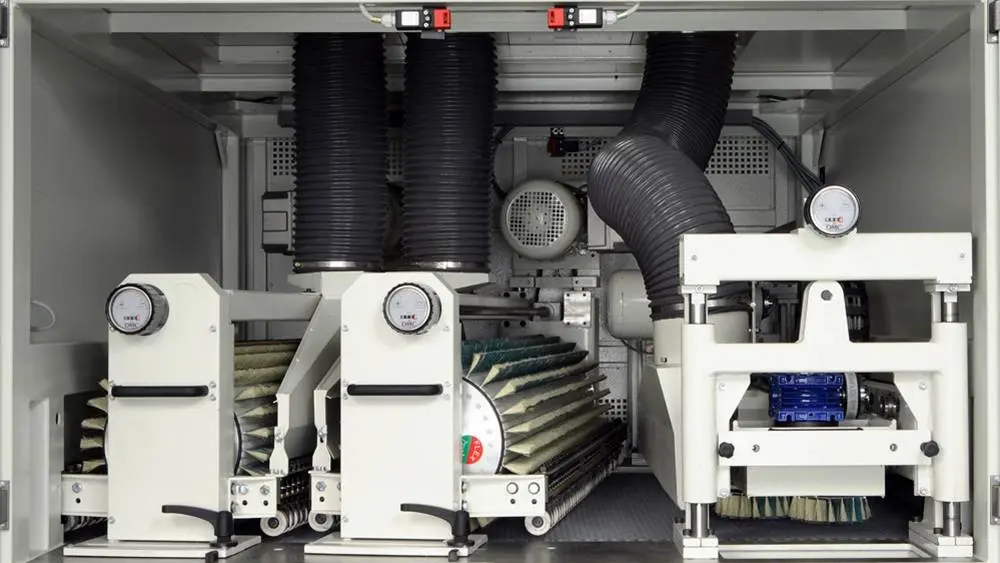
Machine à deux rouleaux brosses qui poncent en sens inverse, suivis par des disques abrasifs oscillants. Une telle machine large peut parfaitement poncer une fenêtre entière en deux cycles (le bas et le haut)
Rouleaux, disques et unités de ponçage transversal
Les unités à brosses existent dans un grand nombre de variantes. Il peut s'agir de grands rouleaux qui poncent dans le sens ou dans le sens contraire du passage. Ceux-ci se situent au-dessus, en dessous ou sur le côté du profilé à poncer. On peut même les placer sous une inclinaison afin de mieux correspondre à la géométrie du profilé à poncer.
Il peut aussi s'agir de 'disques abrasifs oscillants', comparables aux disques abrasifs classiques, mais dotés d'un 'papier abrasif oscillant'. Ces disques poncent dans le sens horloger ou anti-horloger. Des unités de ponçage transversal sont aussi possibles.
Aussi dans les moindres recoins
Un autre avantage important des unités à brosses est que les chevrons déjà profilés sur six côtés ou les ensembles de fenêtre complets sont 'entièrement' poncés, c'est-à-dire jusque dans les moindres recoins du profilé. Le soin apporté à la finition est partout identique.
Configurations variées
A l'instar des ponceuses conventionnelles, vous pouvez choisir une machine étroite qui traite séparément les chevrons rabotés et éventuellement déjà profilés, ou une machine qui ponce les cadres de fenêtre entièrement assemblés, déjà fraisés ou pas.
Ponçage intermédiaire
Le calibrage et le ponçage grossier des côtés visibles de la fenêtre en bois via une ponceuse à large bande conventionnelle ou via une ponceuse à brosses compensent, comme indiqué, les imperfections de la quatre faces et des fraiseuses. Encore une fois: celui qui dispose de très bonnes machines parfaitement réglées avec des lames de qualité, peut tout simplement négliger ce premier ponçage!
 Le ponçage intermédiaire après application de la laque d'apprêt, par contre, est un mal nécessaire. Dans de nombreuses entreprises, ceci se fait avec une ponceuse ou à la main avec un papier abrasif de grain 120 ou 150. Cependant, tout l'art consiste à y consacrer un minimum de temps (et donc d'argent!). En fait, le ponçage intermédiaire ne doit pas être davantage qu'un dernier contrôle (rapide) de la pièce.
Le ponçage intermédiaire après application de la laque d'apprêt, par contre, est un mal nécessaire. Dans de nombreuses entreprises, ceci se fait avec une ponceuse ou à la main avec un papier abrasif de grain 120 ou 150. Cependant, tout l'art consiste à y consacrer un minimum de temps (et donc d'argent!). En fait, le ponçage intermédiaire ne doit pas être davantage qu'un dernier contrôle (rapide) de la pièce.
Le ponçage intermédiaire peut être automatisé éventuellement via, par exemple, une ponceuse à brosses. Veillez aussi à adapter les vitesses de passage et le grain du papier abrasif!
Arrondir le profilé
Pour l'application de la couche de finition, il est important de contrôler qu'il n'y a plus de chants coupants sur le profilé. En effet, l'accrochage de la couche de laque sera insuffisant à ces endroit. Idéalement, tous les chants sont arrondis.
Ceci peut se faire manuellement avec une ponceuse, mais il est aussi possible d'intégrer cet usinage dans le processus de fraisage. Les couteaux de fraisage sont réalisés de telle sorte qu'ils exécutent déjà l'arrondi en même temps que le profilage des chevrons.



