
Une production personnalisée plus efficace grâce à des cellules de nesting intelligentes
Du réglage manuel à la cellule entièrement automatique avec magasin
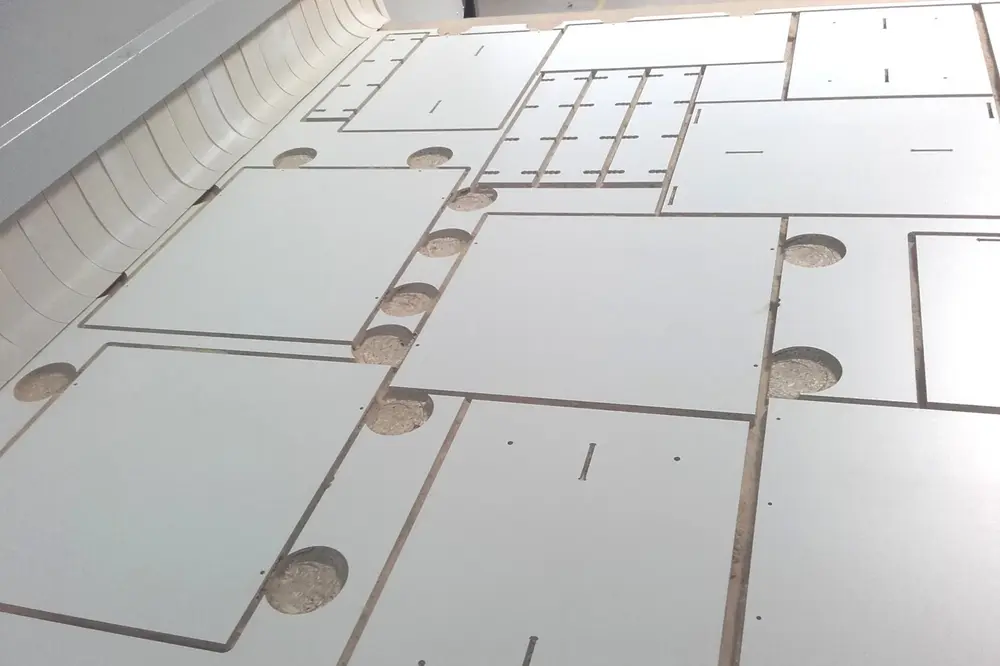
Les machines de nesting sont devenues populaires dans notre pays grâce à leur manière efficace et optimisée de traiter les panneaux. En combinant plusieurs opérations en un seul montage, elles augmentent la productivité et réduisent le nombre d'opérations dans l'atelier. En fonction de la taille de votre entreprise et de son niveau d'automatisation, il existe différents types de dispositifs d'imbrication.
Pourquoi choisir le nesting?
De plus en plus d'entreprises optent pour une machine de nesting au lieu d'une machine CNC à poutre traditionnelle. Cette évolution est logique: les petites entreprises de transformation du bois sont confrontées à une pénurie de personnel et cherchent des moyens de produire plus efficacement. Une machine d'imbrication leur permet de faire plus de travail avec moins de personnel.
En Belgique, le secteur du bois se compose principalement de PME qui se sont développées à partir d'entreprises individuelles. Les grands acteurs industriels comme en Allemagne sont plutôt rares. La combinaison d'une échelle limitée, d'une orientation vers le sur-mesure et d'une pénurie persistante de main-d'œuvre constitue donc un terreau idéal pour les machines d'imbrication.
Quelle configuration pour votre atelier?
Une machine de nesting est particulièrement intéressante pour les entreprises disposant d'un nombre limité d'opérateurs, mais dont l'objectif est de rationaliser et d'optimiser la production. L'imbrication permet à un seul opérateur de combiner plusieurs tâches, optimisant ainsi le flux de travail.

1. Machine de nesting autonome
La forme la plus simple d'imbrication est la machine autonome. Il s'agit d'une unité autonome à commande numérique qui est uniquement chargée de l'usinage de panneaux. Le fonctionnement, le chargement et le déchargement des panneaux sont entièrement manuels.
Ces machines sont idéales pour les petites entreprises ou les ateliers qui travaillent à une échelle plutôt réduite, avec un nombre limité de collaborateurs et une production moindre. Pendant que la machine de nesting effectue ses opérations, on peut coller les chants, assembler, tourillonner...

2. Cellule de nesting automatisée avec une simple station de chargement
Pour les entreprises qui souhaitent automatiser leur production, il est possible d'ajouter à la machine d'imbrication un système de chargement et de déchargement automatisé. Dans ce cas, nous parlons de cellule de nesting. Cette configuration comprend
- une simple station de chargement: une pile de panneaux est déposée sur la machine. Les panneaux sont chargés sur la machine automatiquement, un par un;
- un système d'évacuation automatique: après le traitement, les pièces sont automatiquement évacuées vers une zone de transport située derrière la machine.
Le déchargement des pièces finies sur le tapis peut se faire de deux manières: manuellement par un opérateur ou automatiquement (à l'aide d'un nesting picker) (voir ci-dessous).

3. Imbrication entièrement automatique avec magasin automatique de plaques
La forme la plus avancée d'imbrication est l'intégration de la machine dans un système entièrement automatisé avec un magasin de plaques automatique. Dans cette configuration, la machine de nesting est alimentée par le magasin, qui sélectionne et fournit le bon panneau de manière autonome.
Les avantages sont les suivants:
- un flux de travail entièrement automatisé, de l'entrée à la sortie;
- une intervention humaine minimale;
- une vitesse de production et une régularité accrues;
- une configuration qui convient aux grandes entreprises produisant en série.
Le déchargement automatique évite les temps d'arrêt et augmente le rendement
Le déchargement s'effectue de la même manière que pour la cellule évoquée précédemment: via un tapis, avec la possibilité d'utiliser un nesting picker pour trier les pièces (voir ci-dessous).
Ce type de système est particulièrement intéressant pour les entreprises de plus grande taille, comme les PME de 15 à 35 collaborateurs, où le volume de production et les exigences en matière d'efficacité et d'ergonomie sont plus élevés.
Une seule machine, plusieurs opérations
Ceux qui optent pour l'imbrication peuvent se passer de la traditionnelle déligneuse. En effet, la machine de nesting combine plusieurs opérations - sciage, fraisage, perçage, rainurage - en un seul cycle de travail. Cela permet de travailler plus efficacement avec un minimum de personnel.
Le choix entre trois ou cinq axes dépend du rendement souhaité, de la complexité des pièces à usiner et de l'intégration avec d'autres étapes de production telles que le perçage de chevilles ou l'encollage de chants.

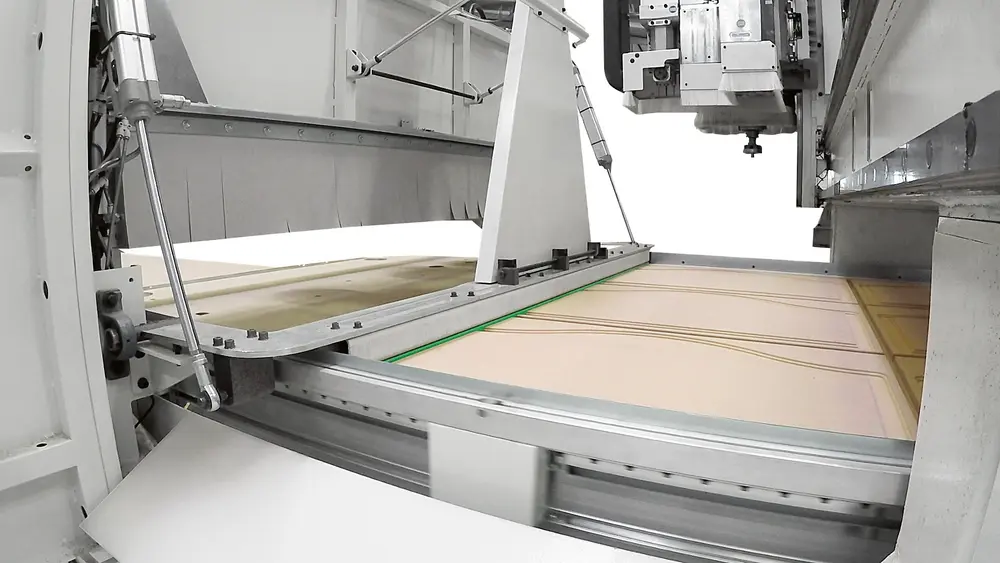
Usinage à 5 axes avec ventouses
Les machines à imbriquer sont disponibles dans des configurations à trois ou cinq axes. La version à trois axes suffit pour l'usinage standard des panneaux, mais ceux qui souhaitent également effectuer un usinage horizontal devraient se tourner vers une machine à cinq axes.
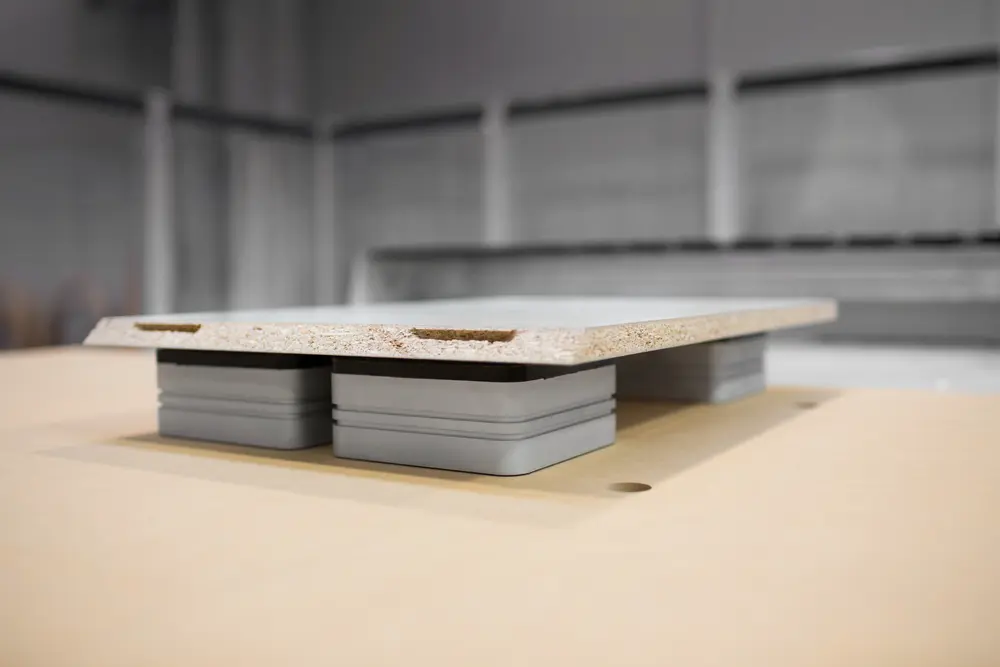
Dans la pratique, ces opérations complexes sont souvent réalisées lors d'une deuxième phase d'usinage, au cours de laquelle la pièce est placée sur des ventouses.
Ces ventouses peuvent être placées directement sur la table à vide et garantissent que le panneau est libéré de la surface, ce qui permet à la fraiseuse ou à la perceuse de travailler dans plusieurs directions sans obstruction.
Lorsque vous travaillez avec des ventouses, vous pouvez les appliquer directement sur la plaque de base en MDF. C'est pratique car il n'est pas nécessaire d'enlever la plaque de fond. L'inconvénient, cependant, est que vous devez activer une zone de vide complète, même pour les petites pièces.
Il est également possible d'utiliser des ventouses directement sur la table à grille. Dans ce cas, vous enlevez le panneau MDF et placez les ventouses sur la table à grille de la machine. Cela permet d'activer des zones spécifiques, ce qui est plus efficace pour les opérations petites ou complexes.

Travail sur la plaque de base
Bien qu'il soit techniquement possible d'effectuer un usinage cinq axes directement sur la plaque de base en MDF, cela comporte des risques. En effet, lors de l'usinage, l'outil va travailler dans la plaque de base en MDF. Par défaut, on travaille avec une marge de 0,2 mm dans cette plaque de base. Après plusieurs cycles, cette plaque est à nouveau fraisée, de manière à ce que la surface à vide soit à nouveau plane pour la série de pièces suivante.
Perçage horizontal sans ventouses
Il existe également une solution où les machines de nesting sont équipées d'une tête de perçage surbaissée qui permet de percer horizontalement jusqu'à 16 mm directement dans la plaque, sans avoir recours à des ventouses. La pièce à usiner repose alors complètement à plat sur la table à vide.

Systèmes de (dé)chargement
Du côté de l'alimentation, il existe aujourd'hui différentes configurations. Certains systèmes apposent automatiquement des autocollants avec code-barres sur les pièces à imbriquer pendant les temps morts, c'est-à-dire pendant que la machine est en train d'imbriquer. De cette manière, l'identification est intégrée dans le cycle et aucun temps de production supplémentaire n'est perdu. Un système plus simple prévoit l'alimentation automatique des plaques, le code-barres étant ensuite collé manuellement par l'opérateur. Le choix dépend du niveau d'automatisation souhaité et du degré d'intégration de la traçabilité dans le processus de production.


Pour maximiser la productivité d'une machine d'imbrication, le déchargement efficace des pièces usinées est également crucial. Selon le niveau d'automatisation et l'espace ou la main-d'œuvre disponibles, il existe différentes méthodes:
1. Table de déchargement automatique
Avec une table de déchargement automatique, la machine pousse les pièces finies hors de la zone d'usinage une par une. Ces pièces aboutissent sur un convoyeur qui tourne un peu plus vite que le pousseur. Cela crée automatiquement de l'espace entre les pièces, ce qui facilite le tri et le traitement ultérieur.
Au bout du tapis, un opérateur retire les pièces manuellement. Ce système permet de charger un nouveau panneau sur la machine de nesting pendant le déchargement, ce qui minimise les temps d'arrêt et réduit le temps de production.


2. Table push
Une alternative plus simple est la solution dite 'push'. Dans ce cas, la machine pousse les pièces sur une table fixe non motorisée d'environ 1,5 mètre de long. Pendant que la machine pousse les pièces vers l'avant, un opérateur les retire manuellement.
La table doit être entièrement vide avant qu'une nouvelle plaque puisse être poussée. Le processus est donc légèrement moins fluide qu'avec une table de déchargement automatique, mais le système est robuste, économique et suffisant pour de nombreux environnements de production plus petits.
L'optimisation intelligente des trajectoires réduit les mouvements inutiles et raccourcit les temps de cycle
3. Cellule entièrement automatique avec nesting picker
Pour ceux qui recherchent une automatisation maximale, une configuration de cellule avec déchargement automatique est le meilleur choix. Ici, le chargement, le traitement et la sortie sont intégrés dans un cycle continu.
Ce processus peut être complété par un système d'étiquetage qui applique des étiquettes avant le traitement. L'utilisation d'un nesting picker - un bras de déchargement automatique - permet de trier les pièces et de les préparer pour l'étape suivante, par exemple le collage des chants.

4. Intégration à un entrepôt automatique
La solution la plus avancée associe la machine d'imbrication à un magasin de plaques automatique. Dans ce scénario, les plaques sont alimentées et chargées de manière entièrement autonome, sans intervention de l'opérateur. L'ensemble du processus - de l'alimentation au déchargement - est alors entièrement automatisé.
Ces systèmes sont particulièrement intéressants pour les grandes PME, par exemple dans le domaine de la production de cuisines, où de nombreuses pièces similaires sont traitées et où une personnalisation en série est nécessaire.
Élimination efficace des copeaux
Une bonne extraction des poussières est essentielle pour un lieu de travail propre, un fonctionnement fiable des machines et une durée de vie plus longue des outils et des systèmes d'aspiration. Selon la configuration de la machine et le degré d'automatisation, différents points et techniques d'extraction peuvent être utilisés.
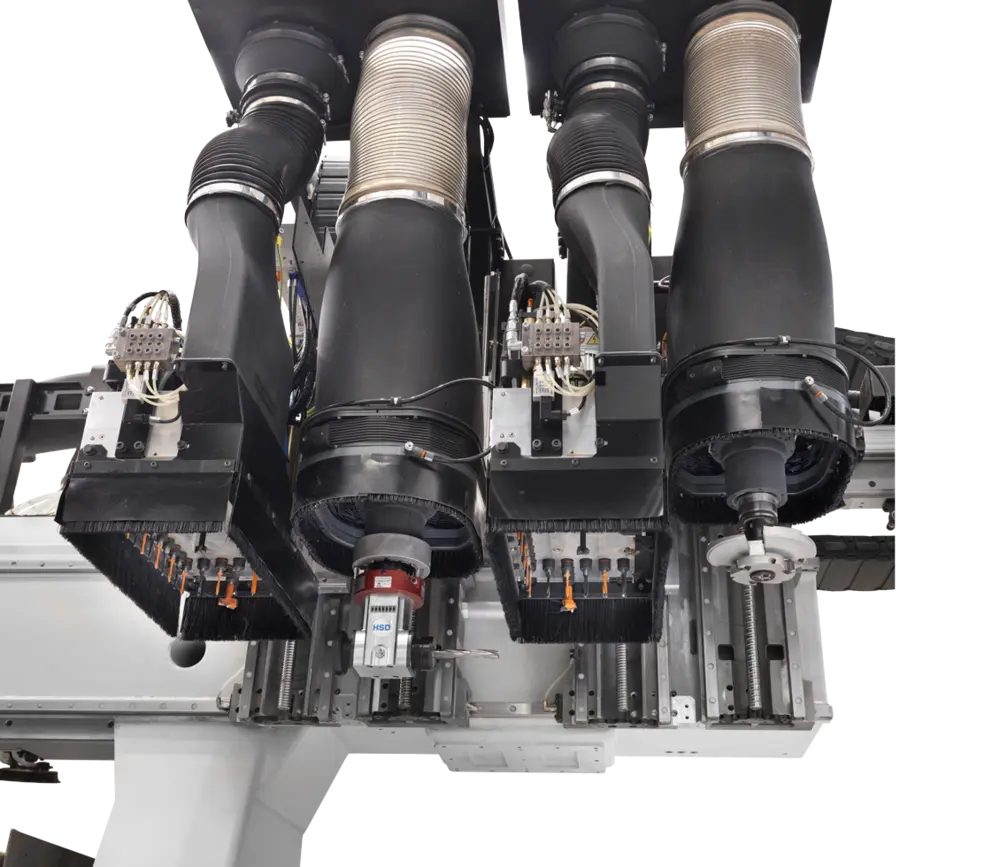
Aspiration séparée pour le perçage et le fraisage
En standard, une machine de nesting est équipée d'un couvercle anti-poussière qui aspire séparément la tête de perçage et le moteur de fraisage. Ce système change automatiquement en fonction de l'opération: lors des opérations de fraisage, l'extraction est activée autour du moteur de fraisage, tandis que lors des opérations de perçage, une soupape garantit que seule la tête de perçage est aspirée. Cela permet d'éviter une consommation d'air inutile et d'augmenter l'efficacité de l'extraction.
Une extraction efficace des poussières prolonge la durée de vie des outils et des systèmes d'aspiration
Extraction lors de la sortie de pièces
Dans une configuration cellulaire, où la machine se décharge automatiquement, l'extraction peut également avoir lieu entre la machine d'imbrication et la station qui fait sortir les pièces. À ce stade, les copeaux encore présents sur la table ou transportés par les pièces sont retirés par le bas via un premier point d'extraction. Cela contribue à une surface propre pour le cycle d'usinage suivant.

Un système d'aspiration supplémentaire peut être ajouté en haut. Il permet non seulement d'aspirer les pièces elles-mêmes lors de leur sortie, mais aussi d'aspirer automatiquement la table aspirante.
Enfin, il existe également une unité d'aspiration supplémentaire à l'extrémité du tapis roulant ou de la station push: une plaque munie d'ouvertures qui aspire les derniers restes de poussière ou de copeaux. Cela permet de garantir que les pièces évacuées sont totalement dépourvues de poussière pour la suite du traitement ou l'emballage.

Des outils adaptés pour une meilleure extraction
L'utilisation d'outils adaptés, tels qu'une fraise hélicoptère, contribue à une extraction plus efficace des poussières. Cette fraise est équipée d'un large disque qui aspire activement les copeaux pendant l'usinage. En outre, de nombreuses têtes de fraisage sont équipées de canaux d'air soufflé qui assurent un flux d'air dans la trajectoire de fraisage. Cela permet de décoller la poussière et de la guider vers le point d'extraction.

En collaboration avec Rogiers & Viva Machines
