
Pierret augmente l’automatisation de sa production PVC
Une nouvelle usine pour doubler sa capacité dans un esprit d’artisanat industriel

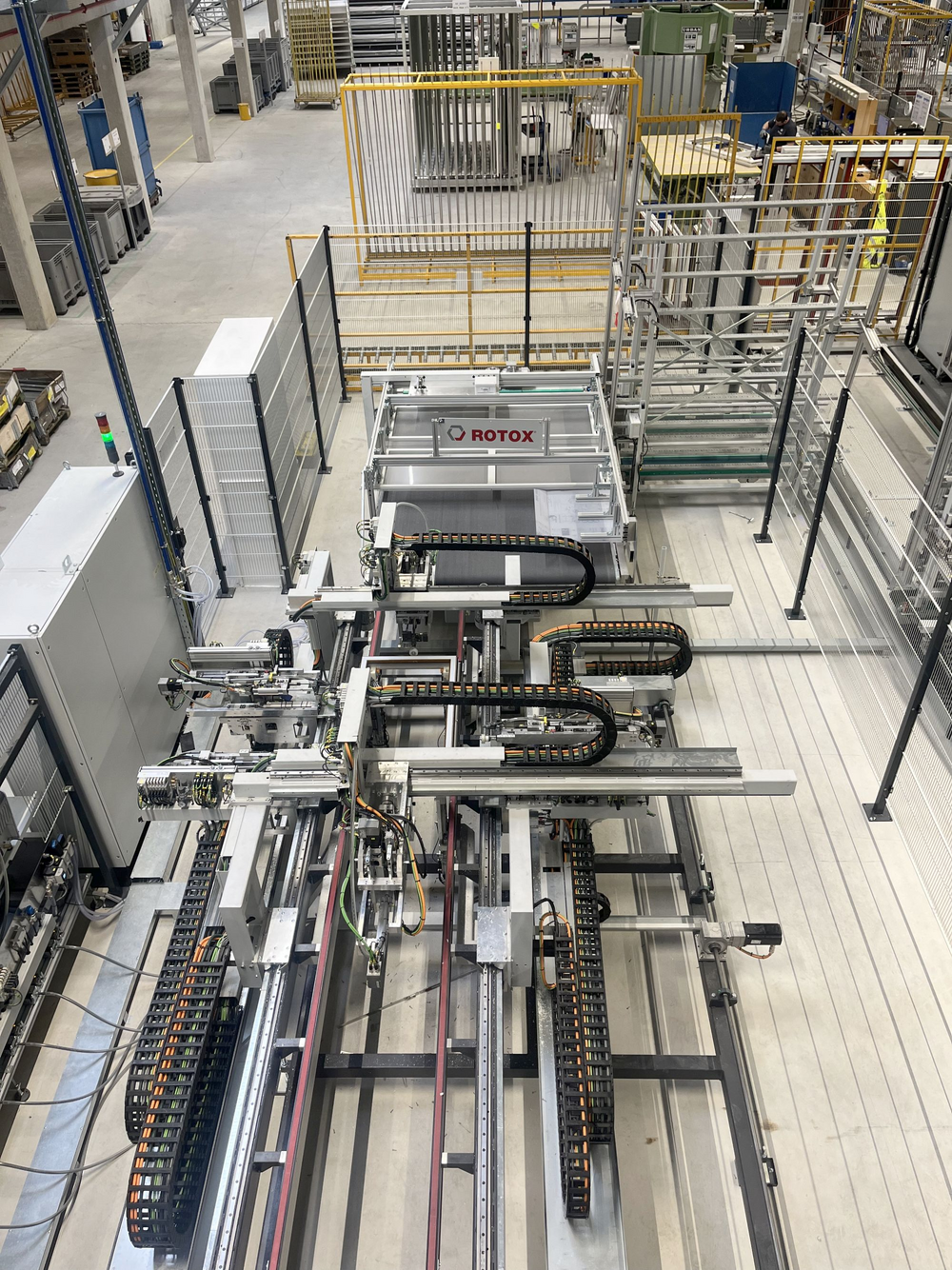
Solidement ancrée en Wallonie et au Luxembourg et en pleine expansion en Flandre ainsi que dans le nord et l’est de la France, Pierret franchit une nouvelle étape dans son développement industriel. Le fabricant de châssis vient de mettre en service une nouvelle usine d’assemblage entièrement dédiée au PVC, conçue en partenariat avec Rotox. Objectif: doubler la capacité de production tout en améliorant la fluidité des flux, l’ergonomie et la précision industrielle. Une transformation majeure qui s’inscrit dans une vision à long terme: rester un industriel intégré, capable de produire en grande série sans renoncer au sur-mesure.
Entreprise familiale tournée vers le long terme
Malgré sa forte croissance – l’entreprise compte aujourd’hui environ 580 collaborateurs répartis sur plusieurs sites – Pierret revendique toujours un fonctionnement familial. Pour Mathieu Vanderhasten, directeur R&D, l’enjeu consiste à concilier dimension industrielle et agilité. "Nous sommes devenus un gros paquebot, mais nous voulons garder la capacité de virer comme un zodiac", résume-t-il.
Cette culture d’entreprise repose notamment sur la proximité entre les équipes et une identité commune entretenue par des événements internes réguliers. L’entreprise reste par ailleurs dirigée par la famille Pierret, aujourd’hui à la troisième génération avec Daphné et Arnaud Pierret, succédant à leur père Jean-Luc.
L’indépendance industrielle constitue également un pilier stratégique. Pierret conçoit ses propres produits et maîtrise toutes les étapes de production, de l’extrusion des profils jusqu’à l’assemblage final. Cette intégration permet à l’entreprise de garder la main sur ses évolutions techniques, d’adapter rapidement ses gammes et de sécuriser son approvisionnement en multipliant les partenaires.
"Nous sommes devenus un gros paquebot, mais nous voulons garder la capacité de virer comme un zodiac"
Automatisation depuis 2010
 Les premières étapes vers l’automatisation remontent aux années 2010-2012. À l’époque, plusieurs facteurs poussent Pierret à investir dans des lignes automatisées: la croissance des volumes, la recherche de qualité reproductible et la difficulté de recruter suffisamment de menuisiers expérimentés. "Une machine bien paramétrée, bien rodée et bien entretenue ne fait pas d’erreur. Elle garantit la répétabilité", affirme Mathieu Vanderhasten. L’automatisation permet également de maintenir la compétitivité de la production en Belgique, où le coût de la main-d’œuvre reste élevé. Elle a aussi progressivement transformé les profils de postes: davantage d’opérateurs spécialisés dans la gestion des machines et moins de fabrication manuelle complète.
Les premières étapes vers l’automatisation remontent aux années 2010-2012. À l’époque, plusieurs facteurs poussent Pierret à investir dans des lignes automatisées: la croissance des volumes, la recherche de qualité reproductible et la difficulté de recruter suffisamment de menuisiers expérimentés. "Une machine bien paramétrée, bien rodée et bien entretenue ne fait pas d’erreur. Elle garantit la répétabilité", affirme Mathieu Vanderhasten. L’automatisation permet également de maintenir la compétitivité de la production en Belgique, où le coût de la main-d’œuvre reste élevé. Elle a aussi progressivement transformé les profils de postes: davantage d’opérateurs spécialisés dans la gestion des machines et moins de fabrication manuelle complète.
Nouvelle usine, nouvelles capacités
Si Pierret a décidé de construire une nouvelle usine d’assemblage PVC, c’est avant tout parce que l’outil existant avait atteint ses limites. "Nous étions à saturation, raconte Monsieur Vanderhasten, si nous voulions continuer à grandir sans allonger les délais, il fallait trouver une solution pour produire davantage."
Le site est aujourd’hui organisé en trois zones complémentaires:
- extrusion des profils PVC,
- préparation et débitage,
- assemblage dans la nouvelle usine automatisée.
Cette organisation permet d’optimiser les flux tout en conservant une forte densité industrielle. L’expérience acquise sur les lignes précédentes a notamment mis en évidence l’importance d’identifier le goulot d’étranglement de la production afin de dimensionner l’ensemble des équipements en fonction de ce facteur limitant.

Une ligne automatisée conçue pour le flux
La nouvelle ligne PVC marque un saut important dans l’automatisation. Si les postes de travail restent globalement similaires, la gestion du flux est désormais entièrement automatisée. Dès l’entrée de la ligne, le système informatique détermine le parcours que chaque châssis devra suivre en fonction de ses caractéristiques. Les navettes automatiques orientent ensuite les pièces vers les différents postes.
"Avant, certains châssis pouvaient attendre dans des buffers. Aujourd’hui, leur chemin est défini dès le départ", ajoute Monsieur Vanderhasten. L’une des évolutions majeures concerne par exemple la gestion des vitrages: un stockage automatisé trie et alimente les postes de pose en ‘just-in-time’, évitant ainsi les manipulations manuelles et les recherches de pièces. Au total, la ligne comprend un grand nombre d’équipements reliés par une transitique automatisée totalisant près d’un kilomètre de navettes.
Une production pilotée par le MES (Manufacturing Execution System) Dès l’entrée de la ligne, le MES (Manufacturing Execution System) détermine le parcours que chaque châssis devra suivre en fonction de ses caractéristiques. Les navettes automatiques orientent ensuite les pièces vers les différents postes. Cette solution numérique offre une visibilité sur l’ensemble des opérations de production et en facilite la gestion, notamment pour le contrôle de qualité et la maintenance des équipements. Le MES interconnecte machines et systèmes automatisés au sein d’un écosystème numérique centralisé et permet d’ajuster proactivement les procédés afin de prévenir les imperfections et d’assister les opérateurs dans leurs tâches quotidiennes.
Dès l’entrée de la ligne, le MES (Manufacturing Execution System) détermine le parcours que chaque châssis devra suivre en fonction de ses caractéristiques. Les navettes automatiques orientent ensuite les pièces vers les différents postes. Cette solution numérique offre une visibilité sur l’ensemble des opérations de production et en facilite la gestion, notamment pour le contrôle de qualité et la maintenance des équipements. Le MES interconnecte machines et systèmes automatisés au sein d’un écosystème numérique centralisé et permet d’ajuster proactivement les procédés afin de prévenir les imperfections et d’assister les opérateurs dans leurs tâches quotidiennes.
Entre volume industriel et sur-mesure
Malgré ce haut niveau d’automatisation, Pierret continue à produire une grande variété de configurations. Les fenêtres rectangulaires – la grande majorité des commandes – suivent un flux entièrement automatisé, quelles que soient leurs dimensions. En revanche, les formes atypiques, les cintres ou certaines menuiseries très spécifiques restent traitées manuellement par des menuisiers expérimentés. "Nous voulons rester des artisans industriels. Pour des pièces exceptionnelles, nos équipes reprennent les outils traditionnels", explique Monsieur Vanderhasten. Cette organisation permet de combiner production de masse et flexibilité, sans dimensionner toute la chaîne pour des cas très rares.
"Ce type de projet ne fonctionne que si l’entreprise a une vision claire de sa production et de ses flux. Ce qui est le cas chez Pierret"
Un projet développé avec Rotox
Dès le départ, il était clair qu’il ne s’agissait pas de dupliquer l’outil existant. "Quand nous avons annoncé que, à l’horizon 2035, l’idée est de doubler la capacité de l’usine, la première proposition des fournisseurs de machines a été de proposer une copie de la ligne existante. Cela n’était pas pour nous le bon choix. Mais bien d’avoir un outil évolutif différent", explique Mathieu Vanderhasten.
La conception de la ligne a été menée en partenariat avec Rotox, spécialiste des machines pour la fabrication de châssis de fenêtres et de portes. Le choix du fournisseur s’est appuyé sur trois critères principaux: la performance technique, la qualité de la relation de travail et la capacité à gérer un projet industriel complexe. "Nous ne voulions pas simplement acheter des machines. Nous cherchions un partenaire capable d’accompagner la création d’une usine", raconte Mathieu Vanderhasten.
Le projet s’est déroulé selon une logique de co-ingénierie. Pierret est arrivé avec une vision claire de son organisation industrielle et de ses objectifs de production, tandis que Rotox a apporté son expertise pour transformer ces ambitions en solutions techniques. Si la plupart des machines sont standard, l’imbrication de la ligne et la transitique ont été conçues sur mesure afin d’optimiser le flux et la capacité. Vincent Vandevelde, Technical Area Sales Manager chez Rotox, confirme: "On démarre d’un cadre standard et on adapte en ajoutant toutes les options nécessaires pour répondre aux demandes du client. Ce type de projet ne fonctionne que si l’entreprise a une vision claire de sa production et de ses flux. Ce qui est le cas chez Pierret."

Qualité et précision
Sur le plan du produit, l’une des évolutions les plus visibles concerne la soudure des profils PVC. Les nouvelles soudeuses permettent désormais une soudure quasi invisible, sans ébavurage, améliorant significativement l’aspect esthétique des fenêtres. L’automatisation des flux et le choix des matériaux de transitique contribuent également à réduire les risques de coups ou de griffes durant la production.
Pour les poseurs, l’impact se traduira surtout par moins de retours ou d’interventions correctives, notamment lorsque les défauts visuels ne sont détectés qu’après la pose.
Une évolution des métiers
Contrairement à certaines idées reçues, l’automatisation ne vise pas à réduire l’emploi chez Pierret. L’entreprise prévoit même une augmentation des effectifs à mesure que la production montera en puissance. Certains postes ont été doublés pour accompagner l’augmentation des volumes, tandis que la séparation entre les zones de préparation et d’assemblage a également généré de nouvelles fonctions logistiques. L’ergonomie a constitué un axe majeur dans la conception de la ligne: suppression du port manuel des châssis, tables inclinables pour les portes et coulissants, optimisation des déplacements …
Efficience énergétique
La conception du bâtiment et des équipements s’appuie sur une logique simple: consommer moins, consommer mieux et produire différemment. L’entreprise a optimisé l’isolation, l’efficacité des moteurs et les systèmes d’éclairage LED afin de limiter la consommation énergétique. Les installations photovoltaïques complètent ce dispositif, dans une approche pragmatique de la durabilité.
Une usine pour la croissance
La ligne est opérationnelle depuis janvier 2026 et a déjà atteint le niveau de production de l’ancienne installation en seulement quelques semaines. Mais le potentiel reste important. L’objectif à terme est de doubler la capacité, grâce à l’activation progressive de machines déjà installées ou prévues. Pour les partenaires et poseurs, l’essentiel est ailleurs: cette transformation industrielle doit surtout permettre à Pierret de maintenir ses délais tout en accompagnant sa croissance, avec une qualité constante. "Pour nos clients, le produit reste le même. Mais derrière, tout a changé pour pouvoir continuer à les servir dans les années à venir", conclut Monsieur Vanderhasten.
